整套模具采用导柱导套导向,这主要是为保证凸模11和凹模15之间的小间隙,满足零 件较大的生产批量,并使零件的冲裁质量得到保证。
模具采用弹性卸料和上出件的工作方式,由(弹性)卸料板13将废料从凸模上卸下, 同时由装在下模座2之下的顶出装置实现上出件,通过调整螺母1压缩橡胶17的压缩量可 调整顶出力。由于该弹性顶出装置与(弹性)卸料板13配合,在整个冲裁过程中都能将工 件压住,并在落料完成后及时地将工件从凹模内顶出,因此可使冲出的工件表面平整。因 此,整套模具适用于厚度较薄的中、小工件的冲裁。
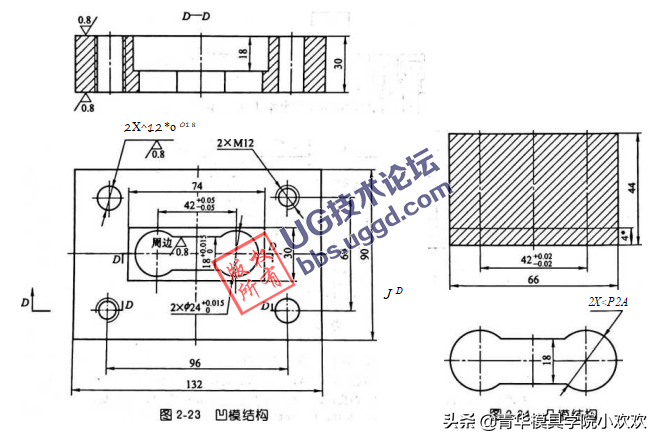
凹模的设计。所加工的垫片为落料件,凹模工作部分的尺寸由垫片的外形尺寸决定, 而凹模15又是整套模具的主要工作零件,其外形尺寸决定着上、下模座的选用,因此,在 整套模具工作零件的设计中,凹模设计应摆在首位。
本实例设计的凹模结构如图2-23所示。又依据该零件结构及生产加工批量,凹模材料 选用Crl2MoV制造,热处理硬度为60?64HRC。
凸模的设计。考虑到加工的零件形状较为复杂,特别是冲切料较薄,间隙较小,因 此,整套模具间隙采用单配加工法来保证。由于零件外形尺寸不算小,料又较薄,故冲裁力 不大,因此,设计凸模的强度是足够的,可不必进行强度计算。
根据该零件结构及生产加工批量,凸模材料选用Crl2MoV制造,热处理硬度为58? 62HRC。设计的凸模结构如图2-24所示。考虑到模具生产、加工的方便,其工作尺寸按凹 模配作,保证单面间隙0.02?0.03mm,图中带*尺寸热处理40?45HRC,其与凸模固定 板装配孔成过盈配合,装配上端面采用铆接固定。

凸模固定板的设计。凸模固定板采用Q235钢制造,设计的凸模固定板结构如图 2-25所示。图中带*尺寸与凸模配作,并保持单边过盈0.01?0.03mm。一般来说,凸模固 定板孔若与凸模采用分开加工,则可采用H7/m6配合。

想 学 U G 产 品 设 计、U G 模 具 设 技、U G 数 控 编 程 联 系 1 8 8 1 9 1 0 6 2 7 6 ( 微 信 同 号 )
来源:青华模具学院小欢欢
原创文章,作者:jinwe2020,如若转载,请注明出处:https://www.biaojianku.com/archives/69201.html